  |
Al
principio aborde el problema pensando que un buen reparto de la
temperatura en el aceite seria lo idóneo. Conté
con que
el cobre tiene un coeficiente de transmisión de calor mayor
que
el acero inoxidable y sobredimensione la potencia de la resistencia.
Opte por una resistencia de soldador de martillo de 400W, que
tendría que llegar (según especificaciones) a 450
grados.
montada en un tornillo de acero de métrica 16, con una
arandela
agujereada soldada en la cabeza (para disipar el calor en el aceite), y
alargado con un tornillo también de acero de
métrica 8,
suficientemente largo como para fijar los difusores.
Todo el conjunto atravesaba un tapón de latón de
54mm de
fontanería (pense que a mayor pared mejor
transmisión de
calor al aceite), y sellaba la cabeza del tornillo contra el
tapón con un aro de cobre, en esta zona no podía
hacer
ninguna soldadura porque no aguantaría el calor.
Todo iba
aislado térmicamente con un tarro de conserva y aislante de
fibra de vidrio de un calentador de gas.
|
 |
El
quid del asunto consistía en que la soldadura de la caldera
con
el cuerpo de la bomba estaría protegida por la
última
vuelta del serpentín de refrigeración, impidiendo
su
fusión. Pero ya en las primeras pruebas me di cuenta del
primer
error. La pared de latón de casi dos milímetros
trasmitía demasiado rápido el calor y la base de
la
caldera no llegaba ni por asomo a los 240 grados, punto en el que se
hubiera fundido la muestra de estaño que le ponía
como
testigo. Empece limando la pared de latón hasta dejarla en
apenas 0,5mm y mejorando la canalización del calor de la
resistencia hasta la base de la caldera. Llegué a ponerle
una
capa externa de cobre a la resistencia de 6mm de espesor a
base
de tubos concéntricos, pero tampoco conseguía
llegar al
punto de ebullición del aceite.
Así que me tuve que rendir a la evidencia de que con esta
caldera jamas funcionaria y asumí que
tendría que
volver a soldar otra vez la base de la bomba.
|
  |
Substituí
la caldera por otra hecha con un tapón de cobre,
más
largo y más delgado, además rebaje la pared del
tapón hasta 0,4mm y lo estañe por fuera
para evitar
alguna posible porosidad en una pared de cobre tan delgada.
Tampoco así conseguía la temperatura necesaria.
La base
de la caldera si que superaba los 240 grados, pero al llenar la bomba
de aceite, este también ayudaba a trasmitir el calor y no
hervía como para tener presión de vapor
suficiente. Le di
la culpa a la resistencia, estaba hecha para no pasar de 450 grados y
la hacia trabajar demasiado caliente como para que rindiese.
...y empecé a probar con otras fuentes de calor...
|
|
  |
....
con la resistencia de un secador de 10 euros sumergida en barro
refractario dentro de un bote de cuajada, duro unos cinco minutos...
... con la resistencia de una barra de estufa de
aproximadamente
700w enrollada a capas concéntricas en barro refractario.
Esta
alcanzo mas de 600 grados en las pruebas y aguantaba bien
más de media
hora al rojo, pero al montarla en la bomba y aislarla con fibra de
vidrio se recalentó. Hizo hervir el aceite con fuerza
durante
media hora y se fundió. (más
fotos) |
 |
Por
fin encontré una solución al desequilibrio
térmico que provocaba el echo de que todo fuese de cobre.
Cambie radicalmente el diseño de la resistencia. La idea era
llevar el calor al mismo centro del aceite, (de una forma parecida a
como Baldo construyo su difusora fontanera). Y la fuente de calor seria
un calentador diesel de un citroen xara picaso, motor HTDI.
Escogí este modelo de calentador después de darle
la vara
durante casi una tarde entera a un amable vendedor de recambios de
automóvil, mirando todos los catálogos de
calentadores,
revisando las características, medidas, potencia,
tensión
de alimentación, hasta que encontré uno de 180w a
12 v y
con unas medidas que parecían encajar en el
diseño.
Le compre uno por cortesía que me costo 24€, y
compre
cuatro más en un chatarrero a 4€ la unidad.
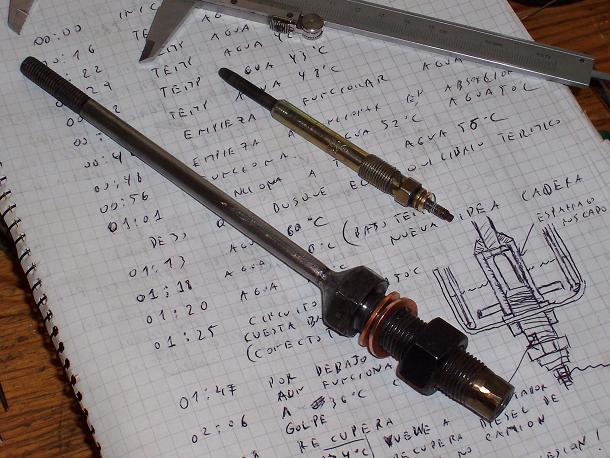
Modifique el diseño final respecto de dibujos preliminares y
al
final quedo en un tornillo de acero de métrica 16, perforado
por
dentro con una broca de 5,2mm y ensanchado luego a 8mm sin llegar hasta
el final, para que abrazase el contorno del calentador.
|
 |
El calentador
mide 5mm en la parte de la resistencia y 8mm en el cuerpo, es necesario
dejar un par de décimas a la resistencia para que se dilate
y no
se quede clavado dentro, (que es lo que me paso con el primero que
rompí)
Por debajo, el tornillo, estaba rematado con una tuerca de
métrica 10 /100 que roscaba y fijaba el calentador, y por
arriba
tenia soldado otro tornillo de métrica 8mm para sujetar los
difusores. Elimine la arandela agujereada del primer diseño
que
solamente servia para dificultar la limpieza posterior de la bomba. Los
sellos eran aros de cobre, como en el diseño anterior, pero
esta
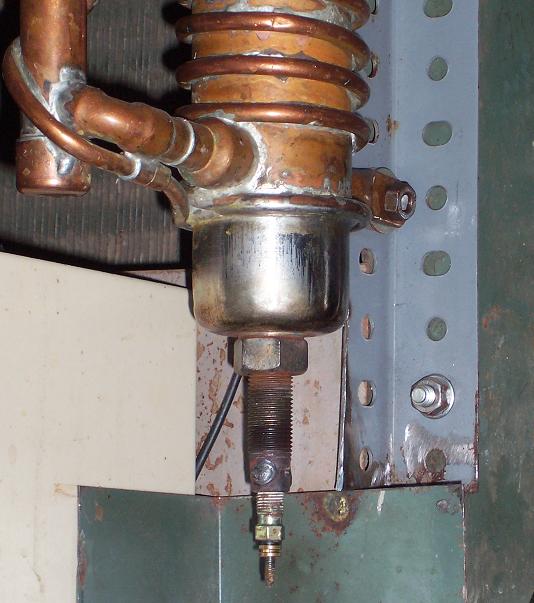
vez no monte el aislante térmico. En algunas pruebas se
quemo un
segundo calentador al derretirse el plástico aislante
interior
por estar metido dentro del bote con aislante, así que
decidir
mantenerlo al aire para permitir su refrigeración.
El calentador soporta sin problemas una sobrealimentación de
24v
porque disipa rápidamente el calor y no llega a quemarse, y
transmite potencia suficiente a la caldera como para hacer hervir ,al
vacío, el aceite de bomba mecánica violentamente
en unos
diez minutos.
Se alimenta con un transformador de un SAI viejo. Se puede aprovechar
el bobinado de salida como primario a 220v y el de ataque como
secundario con varias tensiones, 12v, 15v, 20v, 24v, la potencia del
transformador debe rondar los 1500w o 2000w por el tamaño y
soporta toda la intensidad del calentador sin calentarse apenas. |











 página
principal
página
principal